全国客服热线
19195537296

熔铸生产是铝材加工的一道工序,熔铸产品的质量与挤压型材的质量密切相关。挤压型材的各项性能,除了工艺条件的影响外更需要靠合金成份的稳定及均匀性来保证。金属材料的性能取决于它的组织和结构,组织与结构又是由化学成份、杂质含量、加工方法、热处理工艺决定的,其中化学成份是决定材料性能的基本因素。在6系铝合金中,Si和Mg是主要合金元素,镁硅组成的Mg2Si(β)相是该系合金的主要强化相,这两种合金元素,其中硅元素属于相对难熔元素,合金化的弥散及吸收对熔炼温度和搅拌的要求较高(金属硅的熔点为1414℃,密度2.33 g/cm3),所以为了提高硅的吸收和弥散效果,在熔炼6系铝合金时一般采用加中间硅(102合金)的形式进行合金化操作。镁元素由于其熔点低密度轻(金属镁密度:1.738 g/cm3 ;金属镁熔点:650 ℃),属于易烧损合金,而在熔炼6系列合金的过程中一般采用加高纯镁锭的方式进行合金化操作。该两种合金元素在熔炼合金化过程中均存在一定的不稳定因素,因此,研究该系合金在熔铸过程中硅镁的变化,对精确控制6系合金中的硅镁含量具有重要的意义。目前论述铝合金熔炼过程中镁烧损的文献有一些介绍,但是论述6系列合金在熔铸过程中硅镁元素的量化损耗,介绍的文献较少。本文在生产实践的基础上,总结了几种不同硅镁含量的6系列合金,在熔铸生产各环节硅和镁元素的损耗情况,并提出相应的控制方法。
1 试验方法
1.1 工艺流程简介:
采用以下工艺流程进行合金铝棒的生产:投料→熔化→控温→扒渣→合金化→精炼→加覆盖剂→静置→铸造(深井热顶铸造)。合金化工序加入的硅为中间硅合金,加入的镁为高纯镁锭。整个熔铸生产过程中,重点验证精炼、静置和铸造前、后期硅镁含量的变化。
1.2 取样要求:
1)取样次序要求:每炉次分别在以下四个环节取样:
①精炼前在炉内取样作分析;
②精炼后在炉内取样作分析;
③铸造1米时在流槽处取样作分析;
④铸造8米时在流槽处取样作分析。
2)炉内取样要求:采用特制的样勺在炉膛的中间勺取铝液,倒入样模制成试样,要求每批次取两块试样;取样温度控制在720-750℃。
3)流槽取样要求:采用特制的样勺在流槽勺取铝液,倒入样模制成试样,要求每批次取两块试样。
1.3 检测手段:
采用德国SPECTRO MAXx直读光谱仪对所取试样进行成份检测。采用西南铝熔铸厂制备的铝合金标准试样校准光谱仪。要求每个试样检测三个点,每批次取样两块,化验结果取6个点的平均值,记录下检测结果。
1.4 实验合金的选择及熔炼生产的控制
变形铝及铝合金化学成份国家标准(GB/T 3190—2008)中,6系列合金Mg含量变化范围大概在0.25%-1.2%之间,Si含量变化范围大概在0.3%-1.7%之间。为了使得实验数据具有代表性,分别选取四种不同成份的合金进行验证,选取的6060合金在6系铝合金中属于低硅镁含量的合金;6061合金在6系铝合金中属于高硅镁含量的合金;6063合金在6系铝合金中属于中等硅镁含量合金;6082合金在6系铝合金中属于高硅镁含量的合金。
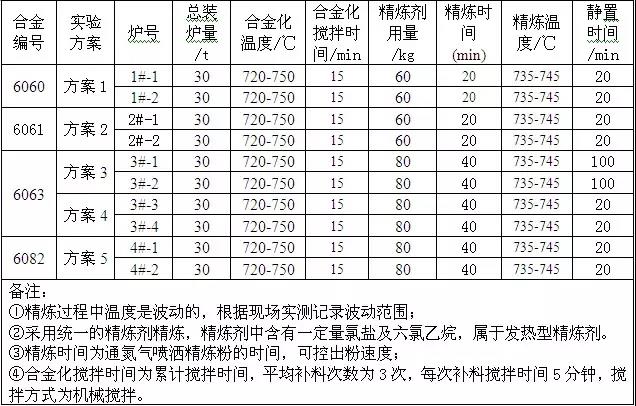
为了验证不同工艺对元素损耗的影响,严格控制四种不同硅镁含量的6系列合金,按照表2-1中的工艺进行熔炼生产。其中6060合金生产2炉次,6061合金生产2炉次,6063合金生产4炉次,6082合金生产2炉次。分别按照5个不同工艺方案进行熔炼生产。方案1、2、4、5对比不同精炼工艺对硅镁损耗的影响;方案3、4对比不同静置时间对硅镁损耗的影响。
表2-1:实验方案及工艺参数控制表
3 实验结果及分析
3.1 按照以上实验方案,记录并整理精炼前、精炼后、铸造1米及铸造8米镁含量的数据如表3-1和图3-1所示。
表3-1 Mg含量在熔铸各阶段的变化
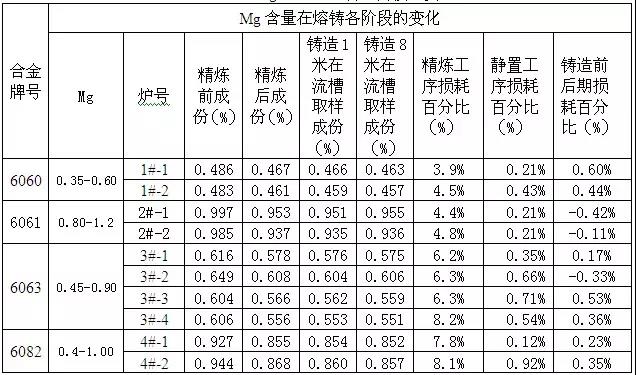
图3-1 Mg含量在熔铸各阶段的变化趋势图
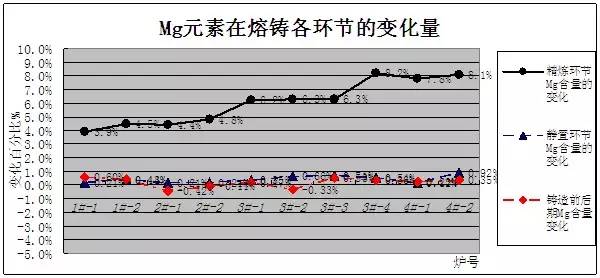
从实验数据来看,两种不同静置工艺(方案3静置100分钟与方案4静置20分钟),在725℃-745℃的温度范围内静置,对6系合金中Mg的损耗影响轻微,差异不大。分析原因:铝液表面氧化后会形成较为致密的氧化膜,该氧化膜能够有效的阻止下层金属继续氧化,静置期间表层氧化膜稳定未遭到破坏,并且6系列铝合金中含镁量不高,镁在铝中的溶解度较大,在这种状态下即使发生氧化也是非常缓慢的。
铸造过程镁含量的变化量在0.5%左右,对成份稳定性的影响非常轻微。
精炼工序是6系列合金Mg损耗的主要环节,从方案4对比方案5的结果来看,合金中Mg含量越高,在相同的精炼条件下,镁元素的损耗量越大,尤其是在较长的精炼时间下差异更显著。 从方案1、2对比方案4、5来看,精炼剂的用量及精炼时间是精炼环节影响Mg损耗的主要因素,随着精炼剂用量的加大和精炼时间的延长,Mg元素的损耗量加大。从综合数据来看6系列铝合金精炼环节Mg的损耗量在4%-8%之间。分析精炼环节Mg元素的损耗主要有以下两个因素:
①由于采用的精炼剂为发热型精炼剂,精炼粉与熔体反应局部放热,又由于喷粉的方式为以氮气为载体把粉末状精炼剂吹进入熔体内,期间伴随着熔体的搅动和液面的翻滚,破坏了表层的氧化铝保护膜,从而增加了Mg的接触烧损。
②精炼剂主要成份为氯盐及冰晶石,国内生产精炼剂时为了提高精炼除气除渣的效果,普遍的会在精炼剂中加入六氯乙烷C2Cl6。而Mg元素在铝合金熔体中化学性质相对较为活泼,因此Mg会优先与精炼剂中的这些氯化物反应生成MgCl2 ,从而导致熔体中Mg的损耗。
2Al+3C2Cl6→2AlCl3+3C2Cl4
3Mg+2AlCl3→2Al+3MgCl2(损耗)
Mg+C2Cl6→MgCl2(损耗)+C2Cl4(C2Cl6优先与Mg反应)
3.2 按照以上实验方案,记录并整理精炼前、精炼后、铸造1米及铸造8米硅含量的数据如表3-2和图3-2所示。
表3-2 Si含量在熔铸各阶段的变化

图3-2 Si含量在熔铸各阶段的变化趋势图
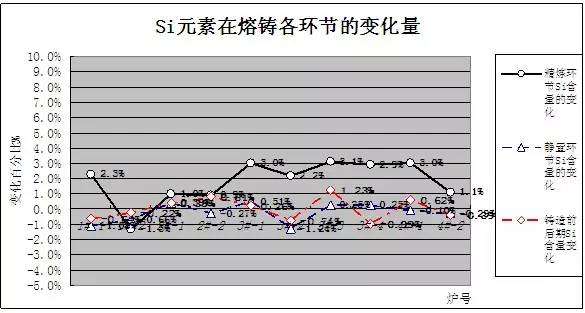
从实验数据来看,Si元素在整个熔铸生产过程中,成份波动不稳定,整体波动范围不大,在-2%-3%之间,出现负值反映出Si在熔炼生产的过程中扩散的不理想,因此熔铸生产的过程中Si的精确控制,关键在于加强合金化的搅拌操作和采取合理的加硅方式。
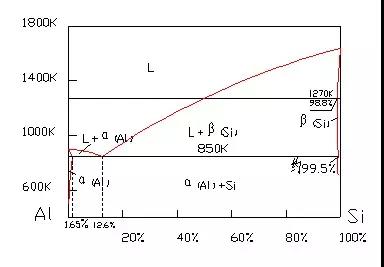
硅含量波动原因分析:生产过程中102的加入阶段是在炉料*熔化,熔体温度控制在一定范围之后,把固态的102合金加入到高温熔体内进行合金化操作。由于102合金中Si的含量不高ω(Si)=10%-22%,根据6系铝合金中Si的含量要求,整个合金化过程中加入的102合金的量将在几百到上千公斤之间。大量的102加入熔体内不但增加了搅拌难度,并且使得炉内熔体温度迅速下降20℃-60℃。由于合金化温度佳范围是在720-750℃之间(过高的熔体温度增加吸气和烧损)。又根据Al-Si二元相图分析(图3-3),ω(Si)=10%-22%的102合金熔化温度应控制在700-730℃。以上102合金熔化温度范围的要求与合金化导致降温幅度过大之间的矛盾,使得Si在吸收的过程中出现不稳定因素,影响了Si在熔体内的均匀分布从而出现了各阶段Si含量不稳定波动的现象。
图3-3:Al-Si二元相图
4 结论及控制措施
通过实验在6系铝合金熔铸生产过程中分阶段取样,并采用德国SPECTRO MAXx直读光谱仪对所取试样进行成份检测。分析了四种不同硅镁成份的6系列合金铝棒在精炼、静置、铸造工序硅、镁元素的损耗情况。总结了6系列合金铝棒在熔铸生产过程中硅、镁的主要损耗环节,以及各环节硅、镁元素的损耗量。针对6系铝合金Mg、Si成份的精确控制,提出一些控制措施,从而保证了产品性能的稳定性。通过对6系铝合金熔铸生产过程中各环节Si、Mg的损耗情况的验证,得出如下结论并提出控制措施:
(1)、Si元素在6系铝合金熔铸生产过程中,成份波动不稳定,但是整体波动范围不大,在熔炼的合金化环节应加强搅拌。为了改善Si的吸收,合金化加入硅的形态应以102合金为宜,并在装炉料的时候把102合金装在炉底同炉料一起熔化,这样能充分的利用熔炼过程中的升温和搅拌操作提高硅在熔体内的均匀分布。为了提高Si的吸收,102合金中Si的含量应控制在10%-14%。
(2)、在正常的静置温度内(725℃-745℃),静置时间对6系铝合金Mg元素损耗影响非常小,可以不计。
(3)、6系列合金熔铸生产过程中,镁元素的损耗主要发生在精炼环节,其损耗量随精炼时间和精炼剂用量的增加而增大。
(4)、6系铝合金中Mg含量越高,在相同的精炼条件下,镁元素的损耗量越大。
(5)、6系列铝合金在精炼环节Mg的损耗量在4%-8%之间,实践生产的过程中可参照以上损耗量进行控制,合金化的过程中Mg应该尽量走上限值,或按照目标加入量的104%-106%进行加镁操作,终把镁含量控制在理想范围内。
本文作者:刘一峥、刘智杰、杨翠颜、李干希、周超彦
作者单位:台山市金桥铝型材厂有限公司

